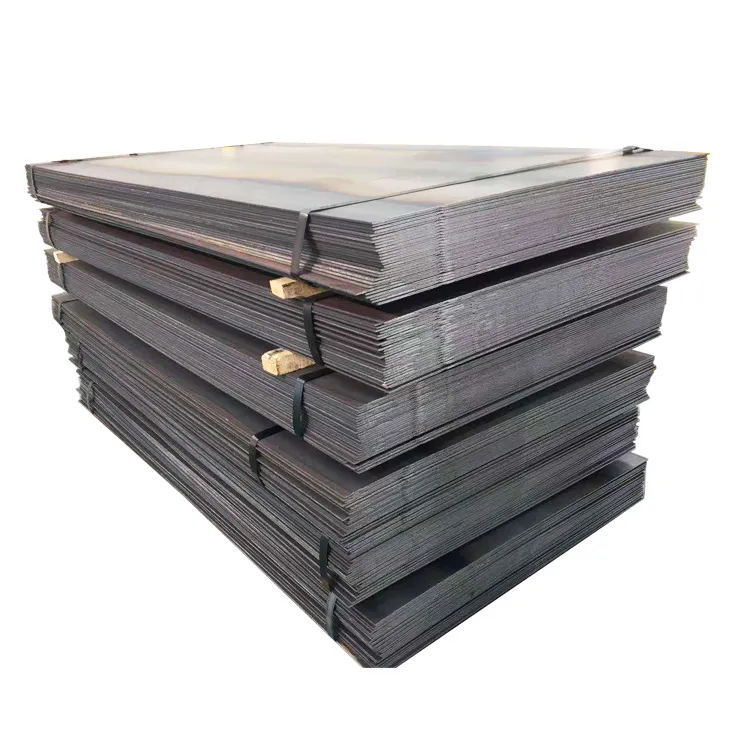
Трубы бесшовные горячедеформированные
Часто ищут:
Подразделы:
























С нами работают
















Также ищут:
Бесшовные горячедеформированные трубы изготавливаются различными способами горячей прокатки из слитков, катаной или кованой заготовки, горячим прессованием. Горячекатаные стальные трубы, технические требования к качеству для которых регламентирует ГОСТ 8731-74, производят из углеродистой и легированной марок стали. Горячекатаная труба выпускается из кованых, непрерывно-литых и катанных заготовок. Сталь предварительно нагревается в специальной печи до температуры, превышающей на 50 °С температуру ее рекристаллизации. Точные тепловые параметры обусловлены маркой сплава стали.
В зависимости от сортамента изделий, требований, предъявляемых к их качеству, а также физико-химических характеристик исходного материала горячую деформацию осуществляют разными способами. Технологическая схема каждого из них включает следующую последовательность общих элементов:
- после нагрева металла образуется гильза;
- гильза раскатывается – получают черновую трубу;
- редуцирование и калибровка – происходит окончательное формирование диаметра и стенки трубы.
При необходимости перед каждой последующей технологической операцией труба нагревается.
По общепринятой классификации горячедеформированные трубы подразделяются на:
- бесшовные горячедеформированные общего назначения (ГОСТ 8732-78, ГОСТ 8731-74);
- бесшовные горячедеформированные коррозионностойкие;
- бесшовные горячедеформированные специальные и прочие по ТУ (техническим условиям).
Технология соединения бесшовных изделий идентична способам стыковки сварных изделий. Но разница в диаметрах и толщине стенок определяет ряд особенностей. От этих параметров зависит выбор оптимального способа получения герметичного соединения элементов трубопровода из бесшовных изделий.
Резьбовая стыковка может использоваться для систем небольшого диаметра со стенками нормальной толщины или тонкими. Нарезку производят на токарном станке или посредством плашек. Для тонкостенных изделий такая методика подходит не всегда, поскольку изготовление резьбы необходимой глубины в ряде случаев может привести к нарушению целостности или прочности конструкции. В остальном процесс нарезки облегчен за счет отсутствия шва.
Газовая сварка применяется преимущественно для тонкостенных изделий, а также для толстостенных с толщиной стенки до 6 мм. Большие значения не позволят проварить изделия полностью. Поэтому у толстостенных изделий предварительно подготавливают кромки, снимая на торцах фаску.